在机加工过程中,刀具磨损、工件碰撞、砂轮异常(如磨损、断裂)等问题直接影响加工质量与设备寿命。传统监测方式依赖人工巡检或设备反馈,存在响应慢、精度低、无法预测等问题。

声发射技术作为一种有效的监测手段,能够实时捕捉刀具与工件加工过程中的高频声波信号,实现毫秒级异常识别。声发射监测系统通过实时监测加工过程中的各种状态参数,可以及时发现潜在问题,提高生产效率,保证产品质量,降低生产成本。
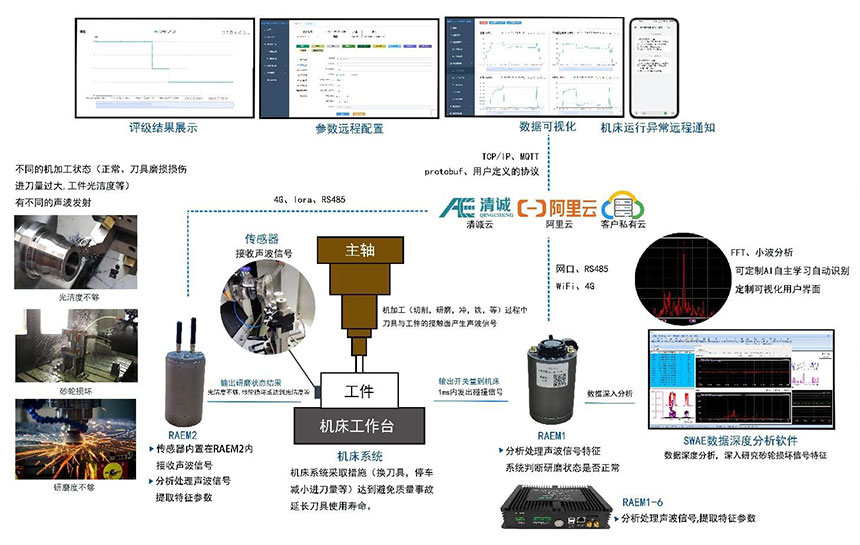
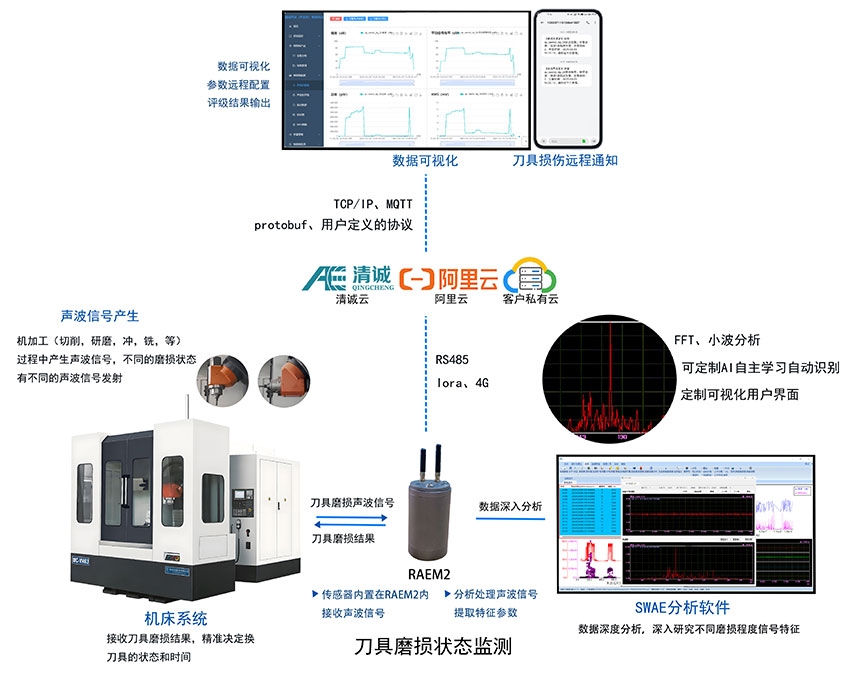
机加工(切削,研磨,冲,铣,等)过程中刀具与工件的接触面产生声波被安装在工件或和刀具上的传感器接收,不同的机加工状态(正常,刀具磨损损伤,进刀量过大,工件光洁度等)有不同的声波发射,采集器分析声波给出状态结果,机床系统采取措施(换刀具,停车,减小进刀量等)达到避免质量事故延长刀具使用寿命的结果。
各种刀具状态监测(车、铣、磨、冲、钻等机过程中的磨损,接触到位进刀量状态,冲头钻头损伤等的在线状态监测与自动报警)。
| 监测对象 | 关键指标 | 应用场景 |
| 应用场景 | 磨损程度 | 车床、铣床、加工中心 |
| 研磨机接触状态 | 接触压力、砂轮损耗 | 磨床、抛光机 |
| 磨床、抛光机 | 表面光洁度、裂纹检测 | 精密零部件加工 |
| 设备碰撞 | 异常撞击信号 | 数控机床、符合加工设备 |

国产化,可提供二次开发、提供AI工具,可定制
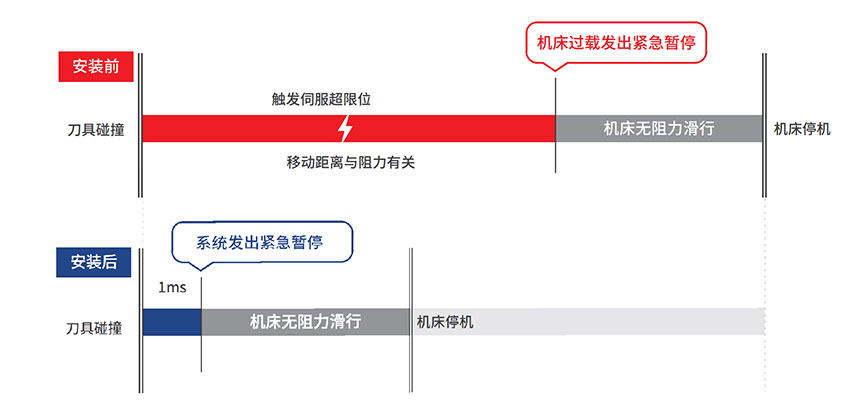
超快响应:1ms内输出停机信号,快速达到研磨头与工件正常接触研磨,提高功效,防止碰撞损伤
抗干扰强:数字滤波与硬件滤波结合排除环境噪声干扰
稳定性高:IP65防护,-20~60℃环境下稳定运行
快速部署:非侵入式安装,设备采用磁吸方式,实现非侵入式快速部署
预警机制:能够根据用户预设的阈值和规则,对监测到的状态进行自动分级,如将刀具磨损程度分为轻微磨损、中度磨损和严重磨损三个级别,当达到某个级别时,监测系统会触发相应的报警,监测系统将停机信号传输到机床,机床停止工作。
支持多种协议与接入方式,无缝集成至现有的机床系统。
通讯方式:网口、RS485、WiFi、4G、Lora;
通信协议:支持TCP/IP、MQTT、protobuf、用户定义的协议接入机床系统;
数据对接:实时传输声发射参数(幅度、平均信号电平、RMS等)及原始波形数据。

SWAE分析软件提供各类数据视图,辅助深入研究刀具情况如参数分析、相关图分析、波形分析、快速傅里叶变换、小波变换、评级分析等,可定制AI自主学习自动识别以及可视化用户界面。
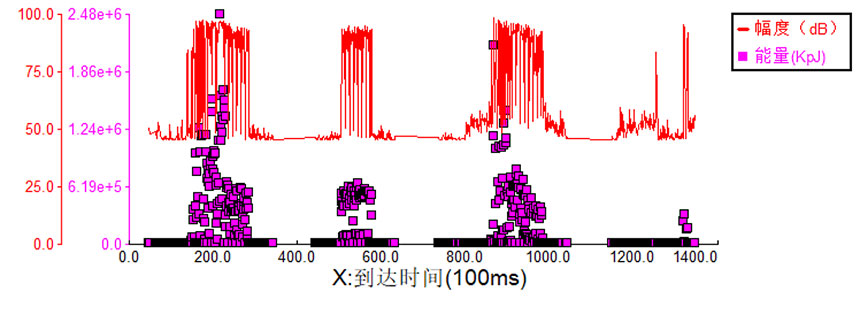
(a)到达时间-幅度-能量相关图
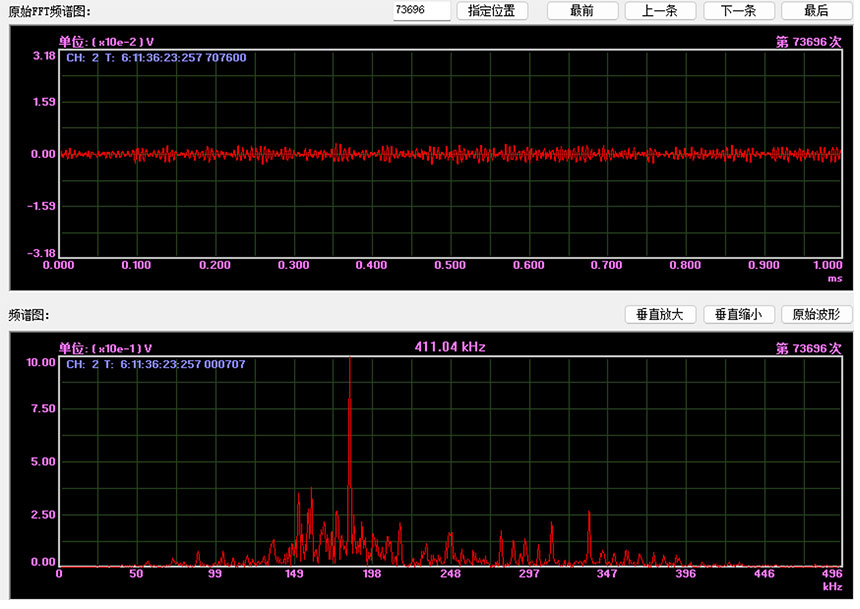
(b)频谱图
原理:刀具加工过程发出的声音映射刀具磨损状态,加工过程发出声波信号,传感器接收声波信号,采集器分析检测刀具磨损情况,输出刀具磨损状态结果至机床系统,系统精准决定换刀具的状态和时间,避免质量事故,延长刀具使用时间。
在研磨过程中,砂轮与工件接触会产生声波信号,传感器接收声波信号,RAEM1采集器对信号处理后,通过网口/WIFI/4G等方式(可定制其他通讯方式)上传至服务器,用户可远程实时监测。
同时,RAEM1采集器通过分析信号特征,如幅度等,判断接触状态是否正常,并在异常时1ms内发送信号至机床,机床调整研磨参数,实现正常接触研磨,防止因异常接触或碰撞导致的损伤。
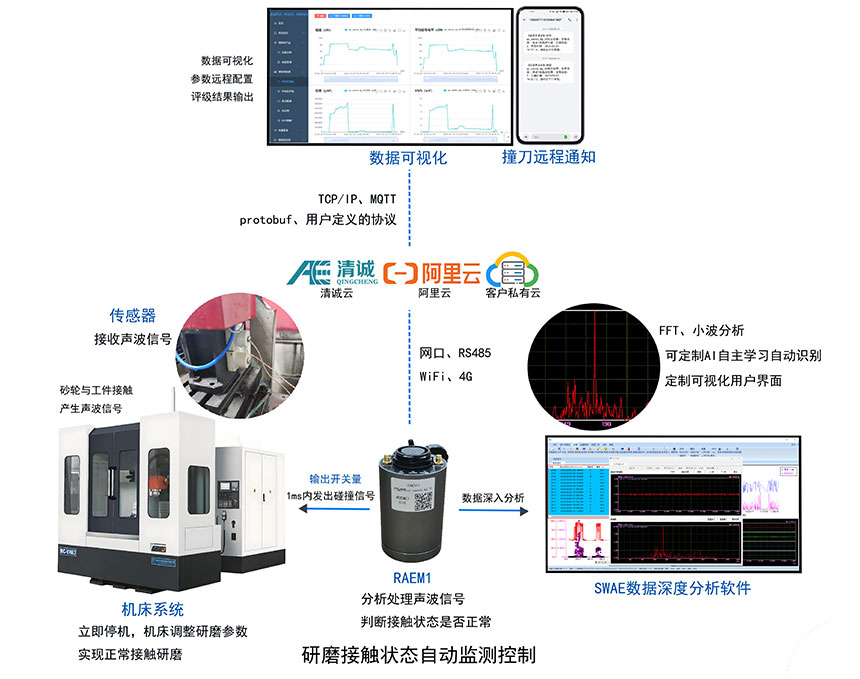
原理:在研磨过程中,砂轮与工件接触会产生声波信号(反映研磨状态),传感器接收信号,采集器分析信号特征,系统判断研磨状态是否正常,如光洁度不够、砂轮损坏或达到光洁度等,从而采取相应措施。
例如,若信号显示光洁度不够,则继续研磨;若砂轮损坏,则提示换砂轮;达到光洁度要求则停车完成,以此提高工效,避免质量事故,节省砂轮。

原理:机床偶发故障导致撞刀产生声波信号,传感器接收声波信号,经过信号线传输给采集器进行分析处理,采集器在1ms内发出碰撞信号到用户的机器控制机床紧急停机。主要功能:实时监控主轴移动和加工状态,大幅降低设备撞击或过载带来的机床维修损失,保护主轴安全。
适用于所有类型的机床编程错误,快速撞机;手动调试,快速/慢速撞击;刀具/工件安装错误,撞上工件;定位错误,切削量过大;

RAEM1是集自动控制信号采集、处理分析、数据储存、时钟同步和无线通讯为一体的智能物联网声发射监测系统。它具有24 小时连续工作的高可靠性,可以无线传输,适用于长期连续无人值守自动监测应用。
 |
 |
RAEM1-6是集自动控制信号采集、处理分析、数据储存、时钟同步和无线通讯为一体的多通道智能物联网声发射监测系统。它具有24小时连续工作的高可靠性,可以无线传输,适用于长期连续无人值守自动监测应用,如桥梁结构健康监测、储罐腐蚀监测等应用。
 |
 |
RAEM2一体化状态监测系统,将传感器、电池、数据采集模块和通信模块内置在一个小型铝合金圆柱体外壳中(传感器可外置),其底部内置有磁铁,可以磁吸在铁磁性材料物体表面,时间触发采集,RAEM2按照休眠时间自动唤醒采集数据,不依赖电脑具有高可靠性,适用于长期连续无人值守的状态监测,具备蓝牙短距离巡检功能,物联网云平台用于远程数据监控和参数配置。
 |
 |
| RAEM1采集器技术参数 | RAEM1-6采集器技术参数 | |
| 通道组合 | 单通道或多通道组合使用 | 单通道、6通道或级联使用 |
| 采集方式 | 信号触发/时间触发 | 信号触发/时间触发 |
| 采样频率 | 2MHz/16bit | 单个通道最大采样率2M点/秒;16bit |
| 系统噪声/动态范围 | 优于30dB/70dB | 优于30dB/70dB |
| 输入带宽 | 10kHz-800kHz | 10kHz-800kHz |
| 模拟滤波器 | 30kHz、125kHz两个高通滤波器,80kHz、175kHz两个低通滤波器组合, 默认30kHz~80kHz,125kHz~175kHz两种带通滤波器组合,出厂固定 | 30kHz、125kHz两个高通滤波器,80kHz、175kHz两个低通滤波器组合, 默认30kHz~80kHz,125kHz~175kHz两种带通滤波器组合,出厂固定 |
| 数字滤波器 | 256阶的FIR滤波器,0kHz~1000kHz频率范围内任意数值设置直通、高通 低通、带通 | 0kHz~1000kHz频率范围内任意数值设置直通、高通、低通、带通(结合模 拟滤波器使用) |
| 数据输出 | 波形、参数、参数评级 | 波形、参数、参数评级 |
| AE特征参数 | 到达时间,幅度,振铃计数,能量,上升时间,持续时间,RMS,ASL、峰值频 率、质心频率、5个局部功率谱占比 | 到达时间,幅度,振铃计数,能量,上升时间,持续时间,RMS,ASL、峰值频率 质心频率、5个局部功率谱 |
| 内置SD卡容量 | 64G(可拓展至512G) | 64G(可拓展至512G) |
| 时钟同步 | / | 可以串口(有线)级联大通道,36通道同步时钟精度≤10us |
| 通讯方式 | 4G、网口、WiFi、RS485(可根据用户要求定制其他通讯方式,如NB-IOT、Lora等) | 网口、4G、WiFi |
| 使用温度 | -20℃~60℃。(WiFi版本为0℃~60℃) | LAN:-20~60℃;WiFi:0℃~60℃ |
| 供电 | 12VDC | 12VDC |
| 尺寸 | 圆筒直径φ62mm,高度 100mm | 长×宽×高:23.2cm×12.5cm×5.2cm |
| 重量 | 220g | 1.6kg |
| RAEM2采集器技术参数 | |||
| 通道组合 | 单通道信号输入 | 4G支持频段 |
LTE-FDD:B1/B3/B5/B8 LTE-TDD:B34/B38/B39/B40/B41 |
| 采集方式 |
连续采集模式、间隔采集模式、定时采集模式 (注:Lora版本只有间隔采集模式) |
手机巡检 | 蓝牙 |
| 采样频率 | 2MHz/16bit | 蓝牙最远通讯距离范围(米) | 无遮挡物区域内最远13.0m |
| 系统噪声/动态范围 | 内置传感器优于40dB/60dB,外置传感器优于30dB/70dB | 供电方式 |
多种方式可选: 1、 外部8.4VDC供电 2、 内置充电电池(3000mAh@8.4V) 3、 内置低自放电率的锂亚电池(7000mAh@8.4V,不可充电) |
| 输入带宽 | 10KHz-400KHz | 充电电压 | 8.4V |
| 数字滤波器 | 128阶,0kKz-1000kHz任意可调(滤波范围与采样率有关,最大为采样率的1/2 | 采样长度(us) |
2000Ksps:500us~15000us 1000Ksps: 1000us~30000us 500Ksps:2000~60000us 200Ksps:5000~150000us |
| 传感器 |
150KHz(60KHz-400KHz)/ 40KHz(15KHz-70kHz)可选 |
触发方式 | 时间触发 |
| 数据输出 |
参数(幅度,RMS,功率,ASL)、波形 (注:Lora版本暂不支持发波形数据) |
定时采集休眠时间精度 | ±1min (注:Lora版本:3min) |
| 通讯方式 | 4G/LoRa,RS485(注:可定制其他的通讯方式, 如WiFi,Zigbee,网口,USB3.0等) | 定时采集模式电池寿命 |
每天唤醒1次,每次1秒钟的情况下最大可工作: 理论下3年(使用使用7000mAh锂亚电池) 理论下1年(使用3000mAh充电电池) |
| 使用温度 | -20℃~60℃。(WiFi版本为0℃~60℃) | 连续采集模式电池寿命 | 15h(使用充电电池)、24h(使用锂亚电池) |
| 尺寸 |
直径φ60mm,高度105mm(含150k传感器不含天线); 高度117mm(含40k传感器不含天线) 外置传感器:直径φ60mm,高度105mm(不含天线) |
||
| 重量 | <500g(含电池、磁铁、天线) | ||
| GI150-1防水型传感器 | W800/1防水型宽频带传感器 | GI40窄频带内置前放一体化 | W500/1防水型宽频带传感器 | |
 |
 |
 |
 |
|
| 谐振频率 | 150KHz | 600KHz | 40KHz | 500KHz |
| 频率范围 | 60Khz~400KHZ | 50KHz~800KHz | 15KHz~70KHz | 100KHz~1000KHz |
| 灵敏度 | >75dB | >65dB | >75dB | >65dB |
| 前置放大器 | 40dB28V | / | 40dB28V | / |
| 接口类型 | SMA | BNC | BNC | BNC |
| 防护等级 | IP62 | IP68 | IP62 | IP68 |
| 使用温度 | -20℃~50℃ | -20℃~120℃ | -20℃~50℃ | -20℃~120℃ |
| 尺寸(mm) | Φ22×25.5 | Ф19×15 | Ф30×57 | Ф19×15 |
清诚物联网云平台、阿里云平台、亚马逊云平台、客户的私有云平台等。支持TCP/IP、MQTT、protobuf、用户定义的协议接入客户私有云平台,云平台可私有化部署到用户本地服务器。
清诚云平台是集数据显示、数据查询、远程配置、智能监控、报警推送于一体的数据管理云平台。具有实时/历史数据分析查看、远程配置参数、自动评级、报警推送的功能。
· 远程配置:包括参数配置(如采样速率、采样长度、采样次数、采样间隔)、滤波配置、定时配置等,远程实现固件升级,免人工现场维护。
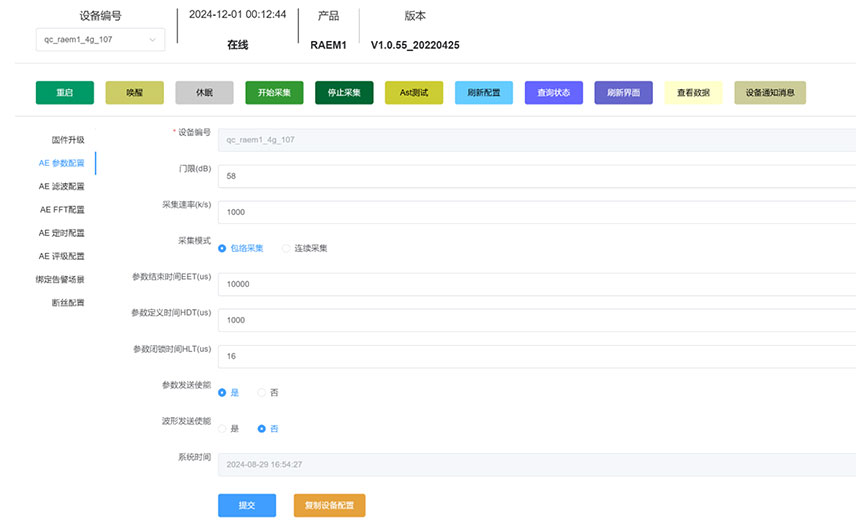
· 远程查看实时/历史数据:实时查看监测数据,可对任意时间段的历史数据进行查询。
AE特征参数:幅度、平均信号电平、能量、持续时间、振铃计数、上升时间、RMS、上升计数、峰值频率、质心频率、5个局部功率谱占比。
注:数据可以根据用户要求上传到用户指定的私有云平台。
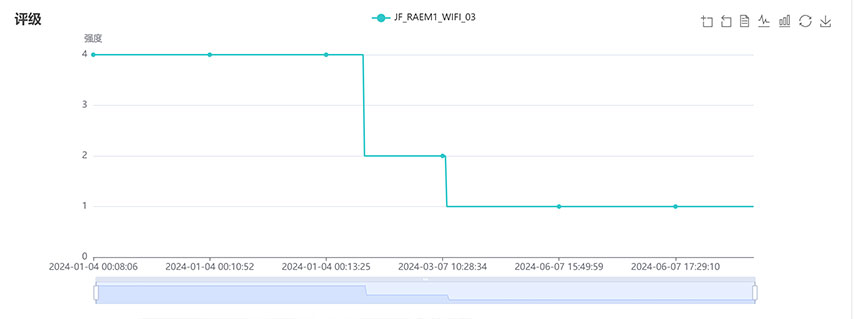
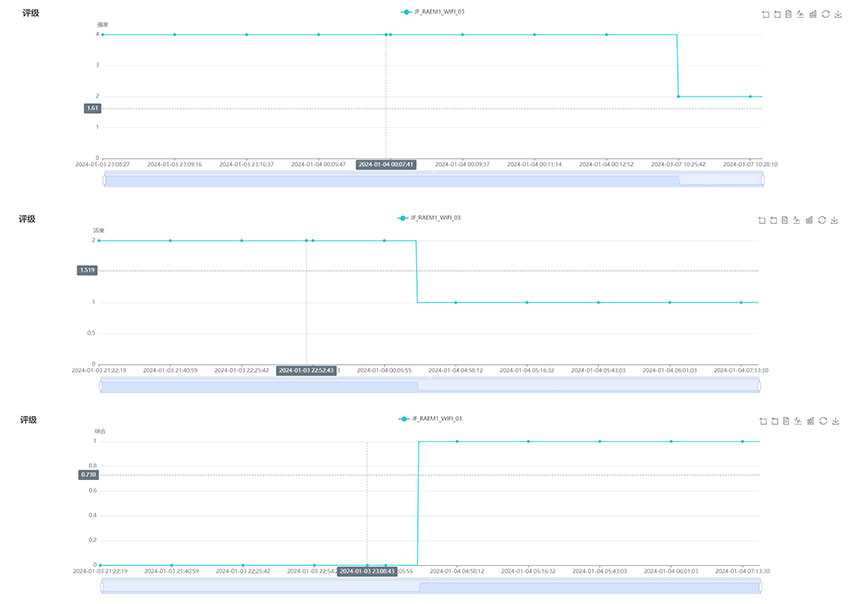
· 评级功能:声发射数据采用自动分级算法,由声发射撞击参数得到强度级别,云端远程查看评级结果。
评级参数:幅度、平均信号电平、能量、持续时间、振铃计数、上升时间、RMS、上升计数
· 相关图:使用参数表中包含的2个声发射参数为横、纵坐标,画出相关曲线或者分布点图、线图等。

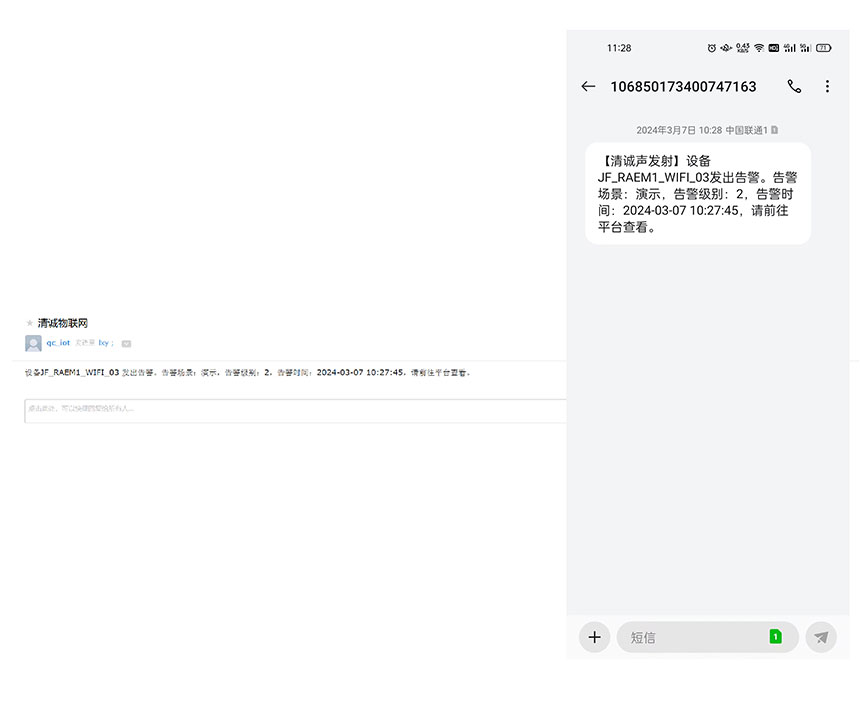
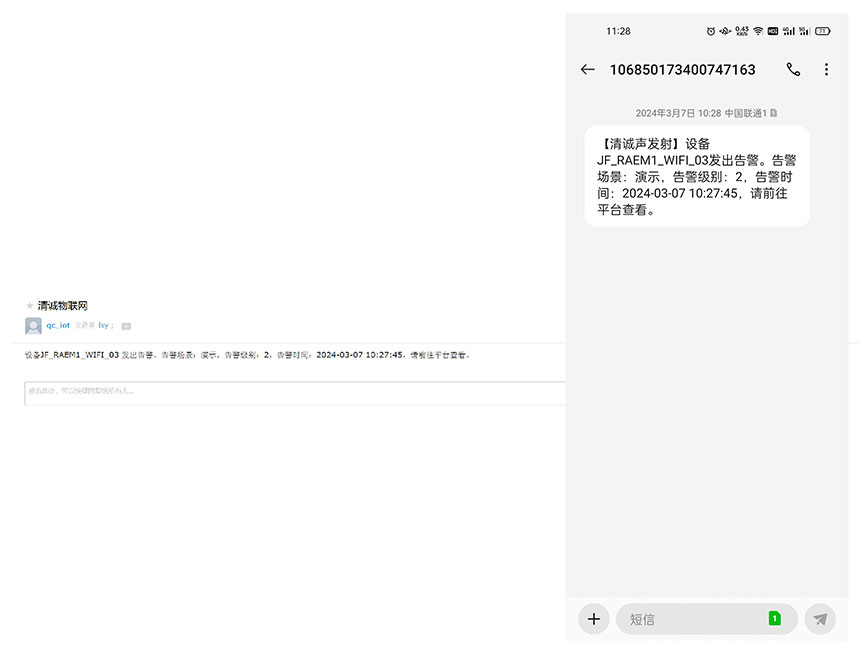
· 报警信息推送:发现异常立即发送报警信息推送至用户,自动推送报警信息方式:邮箱、短信。
报警机制流程:传感器采集声波信号→采集器分析处理信号→云平台→报警推送。
· 数据下载:数据格式为CSV格式或我司的参数文件或波形文件(.PRA和.AED)格式。
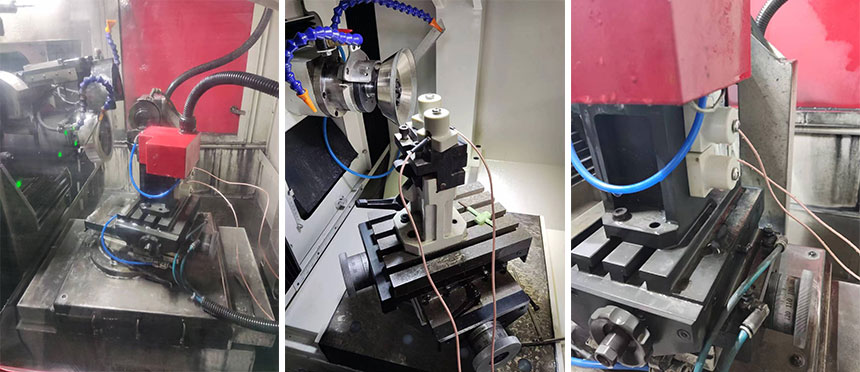
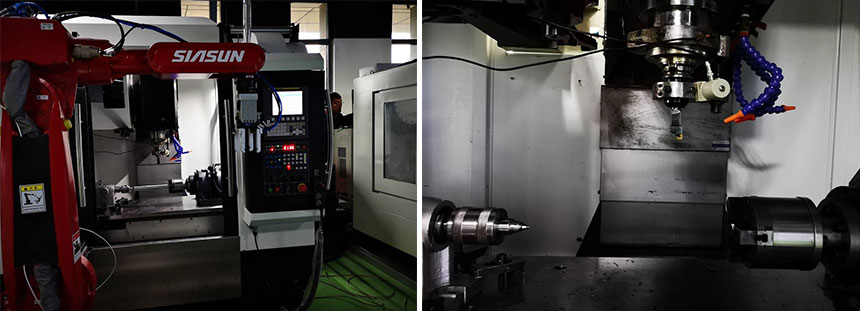
2024年3月,我司应某机械公司邀请,对某台机床进行刀具碰撞实验。
磨床的机器主轴在左侧固定,磨砂在主轴上旋转。而在右边的支架上安装需要打磨的物件(刀具),因为主轴在旋转所以有较大噪声,且如果安装在主轴后面的固定架上,中间会有多个结构件,衰减很大,由于支架会旋转以调整角度打磨器件的两边(旋转角度约150°)故将声发射传感器安装在右边支架上(即刀具位置的背面)。
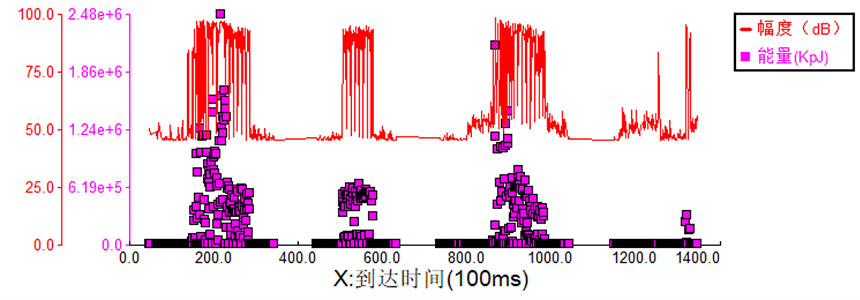
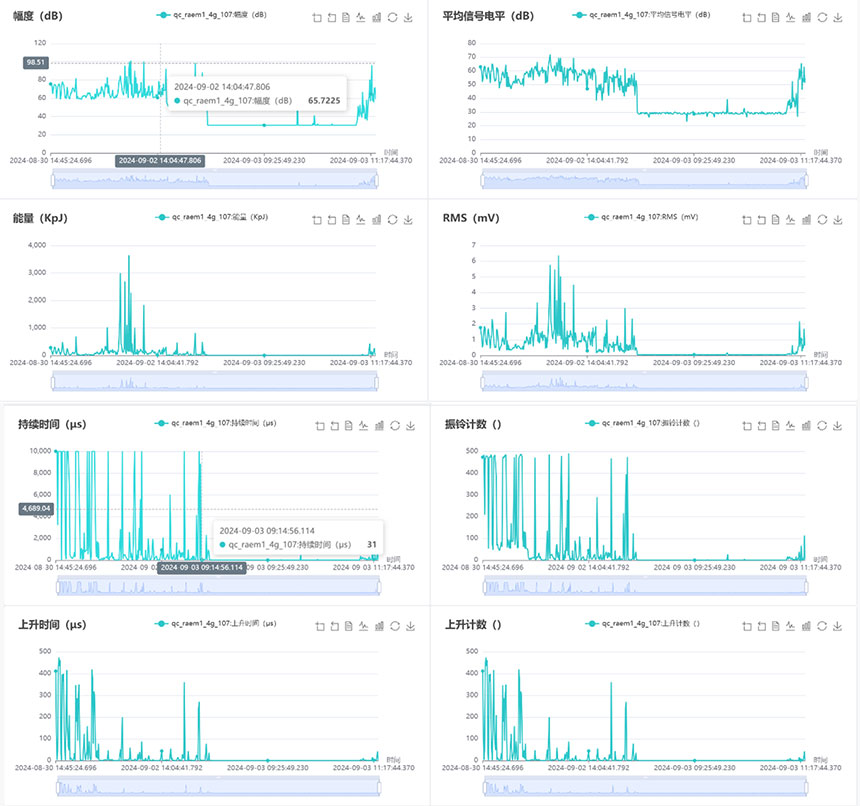
刀具加工时所采集到的信号幅度能量-到达时间图
采集模块布置刀具上,采集到的数据上传到云端,通过一定的算法判断出是否出现故障或磨损,报警消息推送到客户端。避免了刀具失效、设备损坏,减少了停机率,提高生产效率。
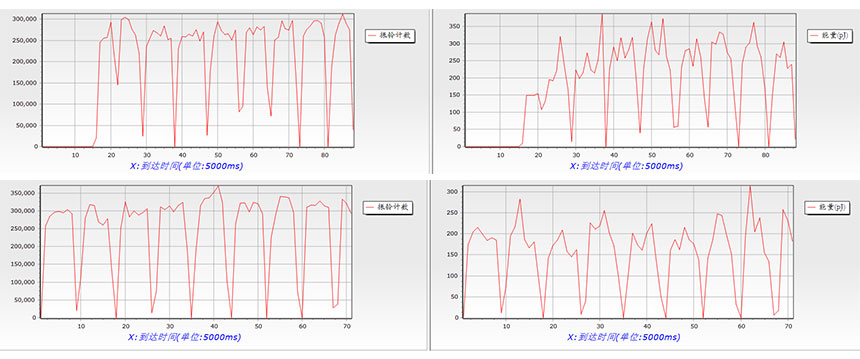
基于振铃计数及能量的声发射特征参数曲线图
要点:
1、使用合适的传感器和滤波器可有效排除现场噪声干扰,加工过程中主要产生的声发射信号为工件材料开裂和刀具与工件摩擦信号;
2、因原始数据涵盖了多种类型的声发射信号,单一的声发射特征参数前后对比并不容易明显区分;
3、结合多种组合的声发射特征参数对比,通过组合识别如能量和振铃计数综合判断法,可有效提前识别出刀具磨损前期信号。
